Printed-Circuit Technology
|
|
The October issue of Electronics World magazine included many articles written by printed circuit board (PCB) industry leaders regarding the state of the art. Multi-layer PCB technology was still in its infancy at the time, with most prototype and production boards being 1- or 2-sided. As with the switch from vacuum tubes to transistors, there were hold-outs who resisted the change to PCBs - for good reason in some cases. A list of advantages and disadvantages is presented both for and against, respectively, use of printed circuit boards. One of the biggest advantages to point-to-point wiring (i.e., in the PCB disadvantage list) was that circuit modifications in production was more easily accommodated, unless the change was simply a component that could be plugged directly into the existing board. History shows that PCBs won the battle. For a couple decades it was common to find a mix of point-to-point and PCB wiring in products, as components like front panel controls and indicators (switches, potentiometers, lights, etc.) were connected to PCBs with wires. Nowadays, most such controls and indicators are mounted to a common circuit board (or boards) that have connectorized cables as an interface to the mother board. Printed-Circuit Technology
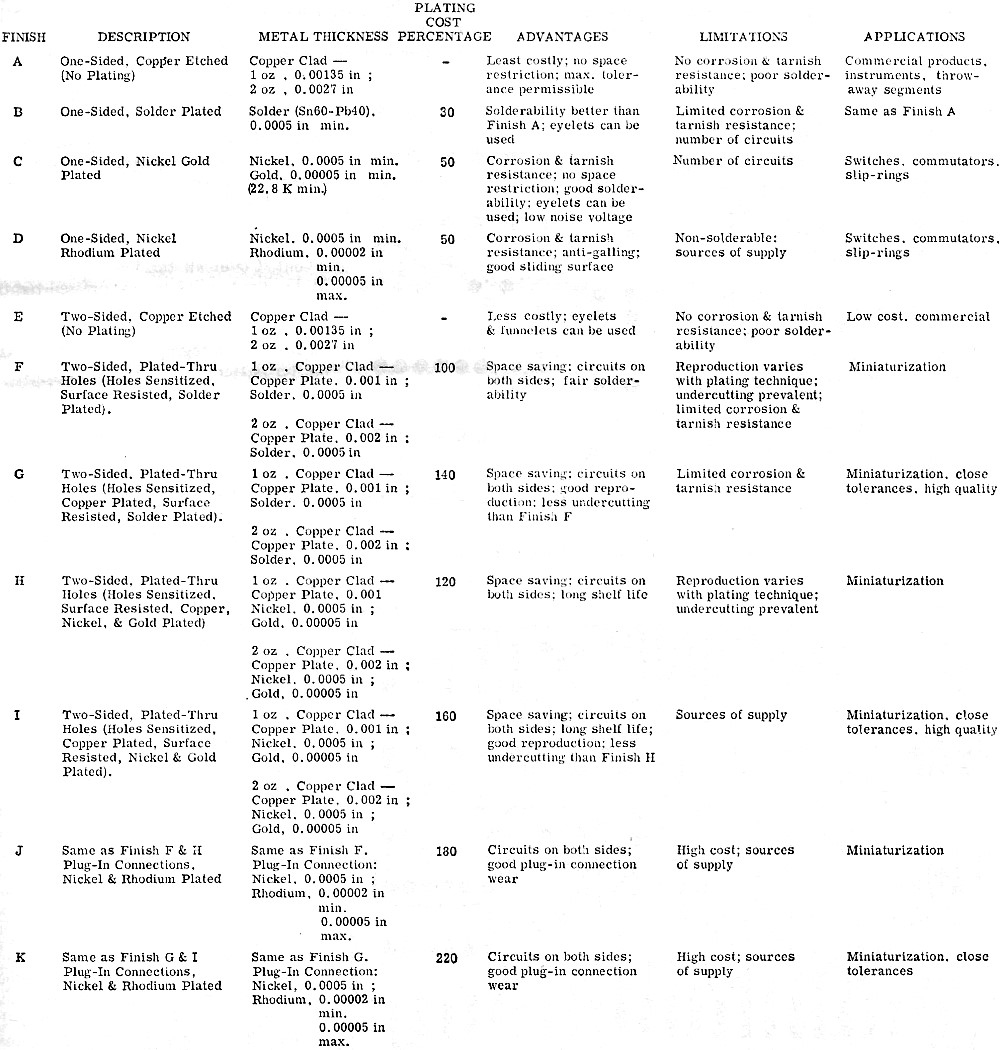
The author directs the Engineering Technician activities at Hazeltine. His group performs the assembly of engineering prototype systems and the design, layout, fabrication, and assembly of PC boards. After serving five years in the U.S. Army Signal Corps, he joined the company in 1945. He assisted in setting up and currently directs the activities of the company's Printed Circuit Lab. He has given technical papers and holds two patents. By Sal DiNuzzo / Head, Engineering Technician Div. Engineering Dept., Hazeltine Corporation An overview of the important characteristics and fabrication techniques of printed wiring. Practical information on making and using PC boards included. Such engineering triumphs as the Apollo moon shots would have not been feasible if it had not been possible to reduce the weight and size of the interconnecting wiring of the electronic hardware. A giant stride forward in that direction was the development and refinement of the technology for the fabrication of printed wiring. If it had been necessary to use discrete hook-up wire and power busbars, the vehicles would have weighed almost too much to get off the ground. In addition, the countdown blast-off too would have been much longer because of the inordinate time required for checkout and testing of the discrete hook-up wiring. The development of printed-circuit (PC) boards has kept pace with the fast-moving aerospace industry. Today we use PC boards in applications that were unheard of a decade ago: in motors. antennas, transformers, equivalent coaxial cables, and other applications. For more mundane applications, the PC board is the mainstay of the interconnection world. Advantages of Printed Wiring 1. Lower cost of interconnections for large-volume production. 2. No conductor-interconnection errors. 3. Reduction in test time. 4. Repeatable wiring for critical circuit layouts (shielding and isolation). 5. Lower assembly cost with automatic component insertion and soldering equipment. 6. Lower weight because of lack of insulation and associated hardware. 7. Improved reliability because of repeatability and better solder joints. 8. Parts easily identified. 9. Circuits more easily protected against environment. 10. Miniaturization simpler and less costly. Disadvantages of Printed Wiring 1. Inflexible to change and repair. 2. Expensive for low or medium quantities. 3. Design usually restricted to one plane. 4. Higher skills required for layout, design, and assembly. 5. Thermal and vibration design difficult and often impossible. 6. Special equipment and tools required for assembly and repair. 7. Purchasing difficult because of complexity of product. Table 1 - Characteristics of printed wiring compared to discrete. Discrete Versus Printed Wiring Even the most ardent promoter of printed wiring will admit that there are many instances where discrete point-to-point wiring can do a better job. To help equipment designers decide between discrete and printed wiring, listings of advantages and drawbacks are presented in Tables 1 and 2. Table 2 is a cost-evaluation table developed by one major electronic company (Hazeltine) for the guidance of its engineers in deciding on the most economical choice between discrete wiring and the many different PC techniques. This chart shows the relative cost percentage increase for a given PC board design as related to the type of plating employed. Note the increase in cost as the design becomes more complex and sophisticated. Additional characteristics are noted relative to space, solderability, and corrosion resistance. PC Board Sizes Irrespective of the environment for which PC boards are designed, there are practical maximum and minimum dimensions. The size is usually selected as a compromise between conflicting requirements. Large PC boards containing large amounts of circuitry and circuit interconnections require fewer external inputs and outputs and fewer connectors. This is particularly advantageous for high-speed logic or wide-band video circuits, because the high-frequency signals involved can often be confined to a single board. and thus need not enter the external board-to-board wiring. However, large boards require special provisions for mechanical support in order to satisfy both vibration and shock requirements. Twist of the base material makes automatic dip soldering or flow soldering troublesome. Also, large boards become costly to replace if damaged areas cannot be repaired, or if defective parts cannot be replaced. Small PC boards in multiple quantities usually entail many interconnections. which results in a reduction of reliability. Connectors add weight and increase costs. However, small boards do not always dictate a higher cost per square inch because multiple fabrication techniques may be employed. For example. small PC boards can often be designed so that multiple boards may be laid out, fabricated, assembled, soldered, and finally cut apart before actual delivery. Whenever possible, a standard size for modular construction should be considered. Standardization in size frequently allows the duplication of common design features among different boards and thus reduces costs by saving design man-hours. The Printed-Circuit Industry The Institute of Printed Circuits (IPC), 3525 Peterson Rd., Chicago, Illinois 60615. is conducting a two-phase survey designed to measure the size and scope of the printed-circuit market. The first phase is a study of the dollar value of printed-circuit boards produced and sold in 1968 by 80 independent producers. A detailed response of the participating companies has indicated sales of approximately $152,000.000 including single- and double-sided PC boards, multi-layer PC boards, and flexible PC boards. The analysis showed that the companies operated at about two-thirds of total capacity. This phase of the survey also covers plans for expansion this year. The same 80 companies presently have a combined total of more than 8700 employees and plan to add approximately 2500 within the next 12 months, a manpower increase of almost 30 percent. Additional floor space, as well as new equipment, is also planned. This expansion should be sufficient to handle the increase in demand for printed-circuit boards and other printed-circuit products during 1969 and 1970. Of particular interest was the IPC estimate of printed-circuit boards produced "in-plant" by various companies not included in the phase-one survey. It was estimated that approximately the same dollar value as shown by the 80 participating companies was "in-plant." This means an additional $152,000,000 or a total market value of $304,000,000 for 1968.
Table 2 - Various manufacturing techniques used for PC plating over and above the cost for the copper-etched board. Cost percentages represent additional costs for the boards, along with characteristics and costs. Making a Printed-Circuit Board In the design and fabrication of printed-circuit boards, inputs are usually necessary from several engineering groups, such as electrical, mechanical, industrial, and chemical fields. These professions are supported by specialized skilled craftsmen. Before layout can be started on printed-wiring artwork, the electrical engineer usually furnishes a schematic or logic diagram with reference designations (when applicable) and a component list. The mechanical engineer usually furnishes an outline drawing or engineering sketch of the circuit board. A. Electrical Schematic The schematic of the circuit is usually provided by the electrical engineer. The schematic should be complete and must contain the following important items of information: 1. All inputs, outputs, test points, and internal connections should be indicated. The interconnections between sub-assemblies should be designated (and cross-checked with an outline drawing, if available). Connector pins should be designated. An attempt should be made to standardize voltage and ground pins common to the particular equipment. 2. All circuitry and leads should be isolated. Shielding should be noted where it is required. 3. All tube pins, transistor leads, diode leads, transformers, test points, relays, and other terminal components should be numbered, and polarity indicated, where applicable. Direction of rotation of potentiometer shafts (as viewed from the shaft end) should be shown. 4. All voltage values and ground points should be designated. Peak voltages should also be noted. These reference voltages are needed to determine the spacing between conductors, whether or not the board is coated. 5. Any special configuration requirements, such as short lead lengths, orientation of components, minimum capacitance, voltage gradients, and ground planes should be noted. 6. A complete component list, including part numbers, should be provided. When a specific part number is not available, information as to physical configuration and method of mounting should be included. All component values should be indicated, as well as voltage and wattage ratings. 7. If the schematic covers more than one PC board, the boundaries of each board should be shown by enclosing its circuitry with a broken line. B. Outline Drawing The outline drawing is usually furnished by the mechanical engineer. The outline drawing should be complete and contain the following information: 1. The dimensional outline and stock thickness of the board. 2. The board mounting or locating holes and any mounting holes for special hardware or brackets. 3. When applicable, clearance between adjacent boards and between boards and surrounding chassis or other adjacent components. 4. Maximum projection of components (when available). 5. Board material, plating, and finishes (when available). 6.Datum lines ("X" and "Y") from which all holes and contacts are to be referenced. Holes located on these reference lines are usually manufacturing holes. 7. If the printed-wiring board is one of a family of similar boards, the outline drawing should contain all the common features (outline dimensions, contact fingers, mounting holes, material, finishes, reference dimensions, manufacturing holes, test points, keying dimensions, and reference drawing numbers).
Fig. 1 - Free-hand drawing showing typical layout of a PC board.
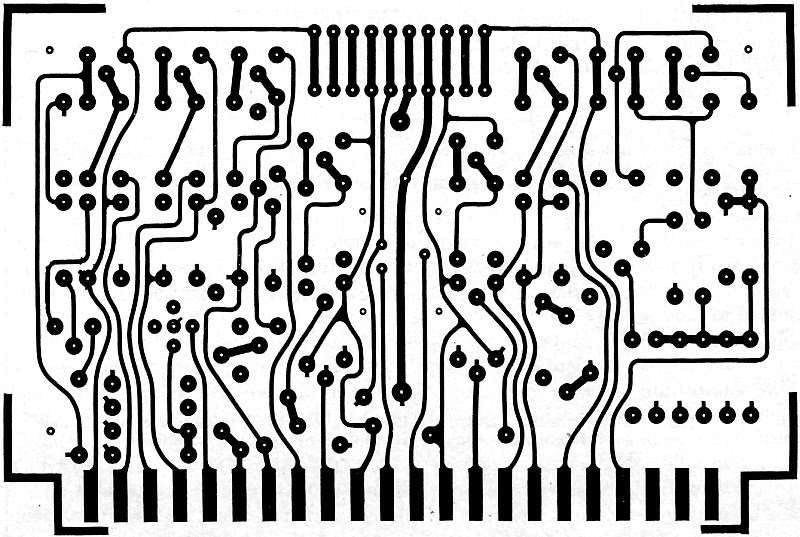
Fig. 2 - Finished artwork from which master pattern is produced. C. Preliminary Artwork The preliminary artwork establishes the basic format for the board. All the trim lines, ground conductor, connector, and mounting-hole marks, and other fixed patterns are accurately placed on the preliminary artwork. This step is used when multiple similar boards are to be laid out. Only the common features which appear on all boards are shown on the preliminary artwork. The finished size of the PC board is established by the outline drawing. The most practical scale for the artwork is four times the finished size, but the size of the board and the required line definition may dictate the choice of another scale. For example, if the board is longer than 10 inches, two times the finished size should be employed. For any artwork larger than four times the finished size, a check of camera limitations should be made. Where possible, the artwork pattern should not exceed 24" X 36" because of the increase in material and other costs. The preliminary artwork for single-sided boards is made as if viewed from the solder side (conductors). It is important to remember that a 180° shift (mirror image) in views is common unless lettering or nomenclature is used on the conductor side. The process is the same as for a two-sided board except for the component-side view and registration marks. The following procedure is typical for preparation of preliminary artwork for two-sided boards: 1. Secure a grid sheet to the sloping front of a light box. The next step is to overlay with a translucent Mylar film (Stabilene), with the matte side up. Allow sufficient blank border for the reference outline dimensions, trim lines. and registration marks. This will be the component side of the board. 2. Designate all corners of the board using printed-wiring tape. The trim lines should never be less than 1/32 inch from the artwork pattern on the finished board. Trim lines are only for use during the preliminary fabrication cycle. 3. Affix appliques or printed-circuit drafting aids on the finger or connector area, manufacturing holes, X-Y grid reference, and any other repetitive items such as ground strips, board extractor holes, and test points. 4. Lay down the registration marks. 5. Remove the component-side artwork and turn it face down on the grid. Center the manufacturing holes on the grid intersections. Overlay with another Mylar film of the same size, which will be the solder side of the board. Secure the second sheet, matte side up, to the first. 6. Lay down the registration marks within the designated tolerance (usually 0.002 inch) of those on the component-side layout. 7. Repeat the applicable parts of steps 2 and 3. D. Layout To determine whether all parts and printed wiring will fit within the usable area of the board, a free-hand sketch showing the conductors is made (Fig. 1). The following procedure is typical for a two-sided board. 1. After securing a grid sheet to a light box, overlay it with the preliminary artwork (component side). Register the holes on the grid, and overlay the preliminary artwork with a piece of tracing paper. 2. Lay down all required pads, centering them on grid intersections. One pad is required for each component lead, The pads should be the same size for like components. Using a black lead pencil, sketch in the components or symbols between pads. 8. Indicate connections between component pads using different colored pencils or solid and dotted lines to represent the component side and solder side of the board, respectively. The same lines should never cross. Note: Keep all components which are associated with inputs and outputs at the bottom portion (near the connector) of the board. In many cases this will not be possible. Therefore, an area on each side of the board should be left free for bringing the conductor leads down to the connector. Special consideration should also be given to test points that may be used. Caution: Be sure that the proper spacing is maintained between pads and conductors and between conductors. Remember that the width and spacing of the pencil lines are not in proportion with the actual conductor pattern. The procedure for the layout of a single-sided board is the same as for a two-sided board. Only one color or solid-black lines are used. The layout is viewed from the component side. E. Artwork The artwork (Fig. 2) is a tape-up representation from which the master pattern is generated. It contains all the features required on the finished board and must be accurately scaled. The following procedure is typical for a two-sided board: 1. Secure the grid sheet to the sloping front of a light box and overlay it with the preliminary artwork (component side). Register the holes on the grid intersections. 2. Using the layout as a guide, duplicate the pad patterns on the artwork. The pads should be centered on the grid intersections within the tolerance allowed (usually 0.005 inch). 3. Interconnect the pads as indicated on the layout (color pencil lines or solid black lines) using the printed-wiring tapes. Do not cover the holes in the pads because this side is usually used for subsequent drilling operations. The doughnut-shaped pads are used as a drilling guide when the fabrication technique employs hand drilling. 4. The component side of the board is usually identified by placing the assembly part number within the field of the artwork. The lettering should have the same contrast as the artwork tape (the lettering should be opaque). 5. Remove the component-side artwork from the light box and reverse so that the taped-up artwork is face down. Register the holes on the grid intersections and overlay it with the preliminary artwork (solder side), registering both artworks within the allowed tolerance (usually 0.002 inch), using the registration marks. 6. Lay down the lines as indicated by the colored-pencil line or dotted line of the layout. Cover all the holes in the pads. Make sure the line tape is pressed tightly against the artwork in the vicinity of the pad to prevent reduction in the line width during the photographic generation of the master pattern. 7. Using the pads on the component side artwork as a guide, lay down the pads within the specified tolerance (usually 0.010 inch). F. Master Pattern The master pattern, which is usually supplied on a stable photographic film, is a copy of the completed artwork. It is made shortly after the completion of the tape-up artwork because the tape-up is only a temporary representation of the pattern. The tape is subject to creepage and loosening. Sometimes features fall off the tape-up over a period of time. The master pattern is employed as a tool which, when reduced to the final scale, is used in the manufacture of the printed-circuit board. Don't scratch conductors. Don't stack boards without protecting surfaces. Don't dip-solder while the board is ladened with moisture. Don't use flux-ladened solvents for cleaning. Don't use excessive heat and pressure. Don't electrically overload conductors and components. Do handle board along edges (like a color slide). Do prevent moisture absorption. Do keep clean. Do use proper heat sinks, crimpers, and bending tools. Do package in containers to avoid abuse. Do remove contaminants from under components (flat packs, transformers, and pots) resting on board surfaces. Table 3 - Listing of handling do's and don'ts for PC boards. Basic Fabrication Process The fabrication process for printed-circuit boards is similar to the photographic process used in lithography. There are many different methods which can be employed to create a circuit pattern. The two major methods are the additive and subtractive processes. The additive process deposits the desired conductor pattern on an unclad non-conductive base. This process is usually proprietary and is becoming more popular because of its potentially low cost. The subtractive process is most commonly used throughout the industry. This method etches away unwanted metal from a completely clad base. leaving the desired circuit pattern clad on the non-conductive base. When large quantities and low cost are desired, silk screening is used to print the pattern. This method is easily repeated and requires standard skills and equipment. Hole-drilling equipment is programmed to the standards used during layout. If too many different hole sizes are used in the design, the board price increases due to repeated drilling set-up costs. High-density board designs require close spacing, fine lines, and high definition. and are therefore more expensive to fabricate. Screen patterns cannot be used because screening inks (resist) have a tendency to flow after deposition and definition is generally poor due to inherent screening problems. The method for producing the pattern on high-density boards (spacing below 0.015 inch) requires the use of photographic resist. This is a liquid photosensitive emulsion which gives excellent results on fine-line definition. Special skills must be developed for its application, processing, and handling. Surface adhesion and resist breakdown during plating and/or etching are the most common causes for failure. Process repeatability requires careful in-process quality control and, preferably, an environmentally controlled working area. The latest development in sensitized surfaces for printed-circuit boards is a photosensitive sheet film resist known as "Riston." This material was developed by DuPont and requires special laminating equipment for its application. The exposure and development processes are the same as with liquid photo-resist. In addition to the high-definition capabilities, the film has a tough surface which requires minimum touch-up, thereby reducing cost. This processing technique is gaining popularity, particularly with companies who have in-house PC board fabrication facilities. PC Breadboard Technique There are a number of simple ways to breadboard a printed-circuit board without generating artwork or going through the formal layout steps. One favorite is to use pre-punched insulated boards manufactured by a number of companies. Terminals are staked into position and interconnections are made by using wire jumpers between terminals; mounted connectors and other features are hand-wired into place. The only special tool needed is a set of dies to stake the terminals. The use of these simulated PC boards enables the designer to closely approximate the final product. In fact, this technique is often employed for limited-quantity production and experimental units. The obvious limitation in this breadboard technique is that imposed by the fixed-hole pattern. The technique allows changes and addition to be easily made. Another breadboarding method employs copper-clad laminates upon which drafting-aid tapes are affixed to form the interconnection pattern. The tapes perform the same function as the resist does during the etching cycle. The tape-up is similar to that used on the artwork but it is laid out at final scale. These etched-circuit kits are available in many variations under different tradenames. Repair and Handling When repairing PC boards, it is necessary to develop high-quality workmanship skills using special techniques and tools. Repair kits are available which not only contain unique tools but also such items as copper foil, epoxy cement, conductive epoxies, eyelets, solvents, swabs, and other special items. Some common faults which require repair are as follows: 1. Damaged conductors (cut lines). 2. Lifted conductors (lines, pads). 3. Blistered or delaminated base materials. 4. Poor conductivity of connector contacts. 5. Component replacement. 6 Warped boards. 7. Addition of components. 8. Damaged plated-through holes. The techniques for making repairs dictate the special tools and skills required. For example, a cut line is repaired by first tinning the broken conductor and pre-tinning the bottom of a strip of copper foil which is cut to the proper width. The foil is then reflow-soldered in place, using a fine-tipped pencil soldering iron. It is customary to cover the repair with epoxy cement after it has been properly cleaned. It is essential to note that contamination of any type during board repair is certain to produce subsequent failures. Unlike discrete insulated wires, conductors on boards rely on base-laminate resistivity for their successful use. A common error in board repair is the failure to remove all flux and residue to prevent organics (flux and dirt) from reducing the surface resistivity and eventually forming unwanted conductive paths both inside and on the surface of the dielectric base material. Never handle a PC board in a rough manner. The useful life of a PC board is dependent upon its history of treatment during the fabrication and assembly phases. Even if a board is designed for a rugged environment, rough handling should not be tolerated. Special skills in handling must be developed to insure optimum success during the total life cycle. A listing of important handling do's and don'ts arc shown in Table 3. PC manufacturers commonly package their finished products in a plastic zipper-top bag. This lends itself to re-use of the bags during storage, assembly, and testing phases by the board user. Dirt and scratched conductors, prime causes of circuit failure, are avoided by using these bags. An equally important failure factor is moisture absorption. Blistering and delamination occur more frequently during humid periods. Conductors lift more easily when gases and moisture are driven from the base material due to high heat. It is recommended, during high-humidity conditions, that the moisture content of the PC board be reduced before clip soldering (use a slow baking cycle or pack in desiccant over a period of time).
Posted September 13, 2017 |
|