|
April 1955 Popular Electronics
 Table of Contents Table of Contents
Wax nostalgic about and learn from the history of early electronics. See articles
from
Popular Electronics,
published October 1954 - April 1985. All copyrights are hereby acknowledged.
|
X-ray inspection capability
is a vital tool not just in medicine but in industry. During my tenure with a major
cellphone power amplifier company as an RF Applications Engineer, I relied heavily
on x-ray imaging for many of the teardown reports that I wrote on competitors' products.
It included everything from determining metal layers in integrated circuits to deducing
multi-layer ceramic PCB routing lines and distributed components to just getting
a quick look inside a shielded enclosure without needing to disassemble it. A skilled
x-ray technician can make a huge difference in the quality of information that can
be gleaned from the images since angle, power level, and focusing takes a deft touch.
My first experience with using x-rays for inspection was while doing automated test
system design for production base station equipment companies. Very stringent PIM
(passive intermodulation) specifications were required for high power filters in
order to minimize 3rd and higher level intermods. The N-type connectors ended up
being the Achilles' heel of the switching filter matrix, and we had ordered a large
quantity from one highly qualified manufacturer. Quite a few needed to be returned
to the factory for rework because of failed intermod tests. The relationship got
a bit contentious after a while. One problem ended up being that the connectors
were supposed to have staking pins to guarantee that the connector body could not
turn during torqueing. The vendor swore to me that their inspection process was
so perfect that there was no way any could have been missed. Fortunately for me,
the company I worked for also happened to manufacture x-ray tubes and had an x-ray
machine for testing the tubes. I had the production test technician slide one of
my suspect filters into the machine and sure enough, the filters that had the stainless
steel pins installed showed in high contrast to the aluminum filter cases. I then
had a way to verify every filter, which was not possible with only a visual inspection
because an epoxy backfill material was placed into the staking pin hole.
X-Ray Inspection
 Ed Bukstein Ed Bukstein
Penetrating powers of x-rays help industry probe secrets of materials and new
products.
X-rays are similar to radio waves in that they are electronically produced, are
invisible, and travel at the speed of light. X-rays, however, are in the extremely
high frequency range and have very short wave-lengths. Even the shortest of radio
waves, the so-called "microwaves" - are gigantic by comparison. A typical wavelength
of x-ray radiation is 0.0000000001 meter (one ten-billionth of a meter). These extremely
short wavelengths have great penetrating power, and can pass through substances
which light cannot penetrate.
Besides their well-known use in dental and medical examinations, x-rays have
many industrial applications. For example, x-ray apparatus is used to detect internal
flaws in metal castings, check packaged foods for presence of foreign particles,
inspect welds, check the alignment of elements in electron tubes, check the centering
of the wire in insulated cables, etc.
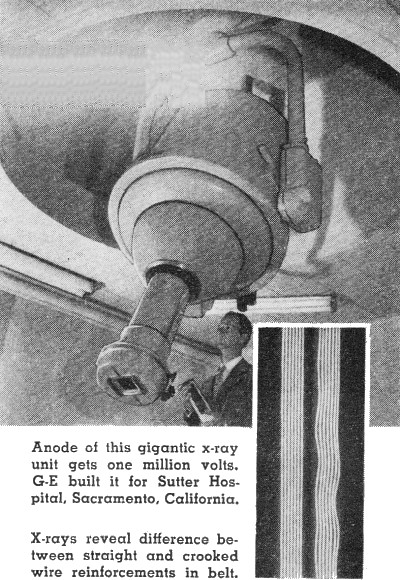
Anode of this gigantic x-ray unit gets one million volts. G-E built it for Sutter
Hospital, Sacramento, California.
As shown in the diagram, the x-ray tube is basically a diode. Electrons emitted
from the filament are attracted down the length of the tube to the copper anode.
The anode contains a tungsten insert which acts as a target for the electrons. Traveling
at a very high speed, the electrons strike the target, producing the x-rays. To
give the electron stream its high velocity, a large amount of voltage must be applied
to the tube. Plate voltages as high as two million volts have been used in commercial
x-ray units.

Electrons from filament hit anode at high speed; resultant radiation
creates x-rays.
The object to be x-rayed is placed between the x-ray tube and a sheet of photosensitive
film. The x-rays penetrate the object and strike the film. This action produces
a shadow image of the internal structure of the object. For example, if the object
being examined is a pulley belt with internal reinforcement wires, the x-rays will
pass easily through the rubber portion of the belt, but will be obstructed by the
wires. The developed film will therefore show an image of the wires (see photograph
above).
In some applications, speed of inspection is an important feature and the time
required to develop the film introduces an objectionable delay. In these cases,
a fluorescent screen is used instead of the film. Such screens glow where they are
exposed to x-rays, and thus produce an immediate image. An installation of this
type is known as a fluoroscope.
Posted September 21, 2022
(updated from original post
on 10/14/2013)
|