|
|||||||||||||
 |
|||||||||||||
Advances in Magnetic Materials
|
|||||||||||||
John R. Collins' 1967 Electronics World magazine article captures the essence of magnetic materials leaping from incremental tweaks to revolutionary shifts, like grain-oriented steels that aligned crystals to slash transformer losses and shrink massive power gear for aviation and grids. Alnico alloys ditched bulky speakers for sleek permanent magnets, while ferrites -- ceramic wonders --tamed high frequencies with non-conductive ease, spawning compact motors, tools, and early computer memories. Superconductors, then lab novelties generating intense fields with zero resistance, hinted at sci-fi applications from particle physics to space. These innovations democratized strong magnets, trimming weight and waste across electronics. Fast-forward to today, and they've exploded: neodymium powerhouses fuel EVs and turbines with unmatched punch; nanocrystalline cores devour losses in smart grids; high-temperature superconductors like YBCO deliver routine 20+ tesla for MRIs and fusion dreams, proving Collins' "quantum jumps" birthed today's magnetic backbone for clean energy and quantum tech. Advances in Magnetic Materials
Fig. 1 - (A) A crystal of silicon steel, showing relative difficulty of magnetizing along its various axes. (B) Grain structure of oriented Alnico magnetic material is shown here. By John R. Collins Grain-oriented materials, new magnetic alloys, ceramic and ferrite magnets, and superconducting cryogenic magnets are just some of the new developments advancing magnetic technology. Although much progress in magnetic materials can be ascribed to gradual refinements, the more important advances have come from technological breakthroughs-quantum jumps to new levels of capability. In the case of soft magnetic materials, the discovery of grain orientation was perhaps the greatest accomplishment, contributing both to economical power distribution and to important savings in size and weight for airborne apparatus. For permanent magnets, a significant milestone was the introduction of Alnico alloys which permitted, among other things, the manufacture of practical PNI speakers to replace the cumbersome electro-magnetic speakers previously used. Ceramics, or ferrites, have vastly influenced both hard and soft magnetic materials. Their unusually high coercive force permits the design of relatively thin permanent magnets as compared with competitive materials; their nonconductive properties, coupled with high permeability, have revolutionized magnetics at radio and microwave frequencies. In addition, they are comparatively easy to form in irregular shapes and do not utilize critical materials. Designing superconducting magnets for practical use has unquestionably been the greatest accomplishment in recent years. Such magnets support magnetic fields far stronger and more concentrated than any previously obtainable. They have added new dimensions to old techniques and hold the promise of solutions to problems that could not be tackled before because available magnetic fields were inadequate. Grain-Oriented Steels By far the greatest volume of magnetic material is used in the electric power industry for the generation and distribution of electricity. To minimize I2R losses, voltage is stepped up for transmission of power over distances and stepped down to conventional levels before distribution to households. Large transformers are most efficient for such purposes. Doubling transformer dimensions will increase volume, weight, and losses by a factor of eight, but will increase power capacity by a factor of about sixteen. Therefore, 250,000-kilowatt transformers weighing more than ½ million pounds are not unusual. Transformer power loss is measured in watts per pound. Although this loss may be only a fraction of a watt per pound, the enormous amount of electrical power consumed in the world today makes even minor improvements in efficiency important. For many years transformers were made from hot-rolled iron sheet containing about 4 percent silicon to increase resistivity and thus reduce eddy currents. Typical good grade material of this kind exhibits losses of about 0.5 watt per pound at 10 kilogauss and 60 Hz. Cold rolling makes a slight improvement in the material. Grain-oriented steels first came into production after World War II. As shown in Fig. 1A, crystals of silicon steel are magnetized most readily along their edges. It follows that losses would be less if the crystals were aligned so that their edges were oriented in the direction of magnetization. This is accomplished by means of hot and cold rolling steps followed by recrystallization annealing. Individual grains of the alloy are aligned by this procedure so that magnetization is easy in the direction of rolling and losses are small, amounting to less than 0.3 watt per pound at 10 kilogauss and 60 Hz. Coercive force may be as low as 0.1 oersted, compared to 0.5 for ordinary silicon steel. A further improvement in the past several years has produced magnetic steel oriented in such a manner that it has two directions of easy magnetization -- in the direction of rolling and perpendicular to it. These steels make it possible to operate a transformer at 15 kilogauss instead of 10. Although losses rise to about 0.5 watt per pound at the higher flux density, the accompanying reduction in the amount of material needed more than compensates for the difference. A parallel improvement has been an increase in maximum permeability -- through refining the steel, removing impurities, and relieving strains -- from about 5000 in early transformers to about 35,000 today. This represents an important increase in efficiency, since it permits transformers to be built with less material, and losses are proportional to weight. Far greater permeability can be achieved through further refinement, but the material is too delicate for use.
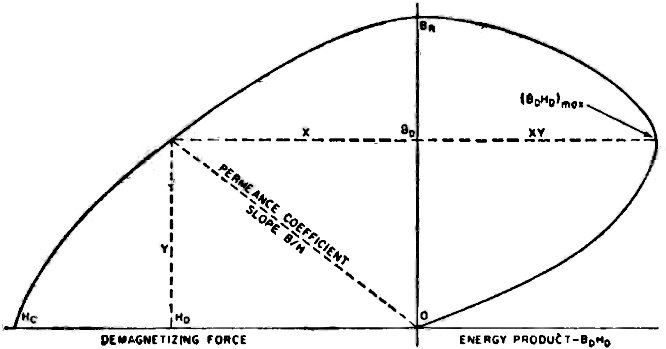
Fig. 2 - The demagnetization and energy product curve.
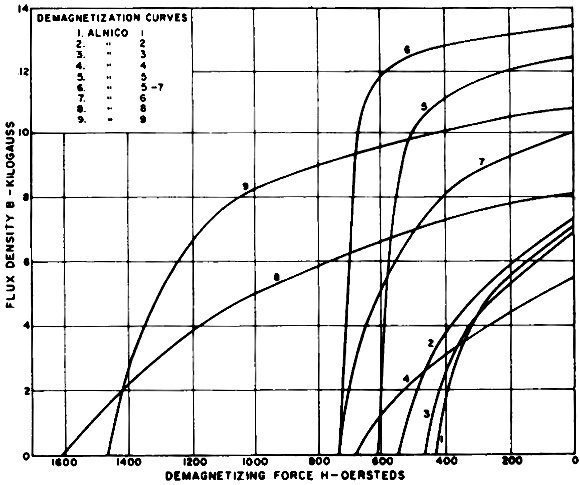
Fig. 3 - Comparative demagnetization curves for various Alnicos.
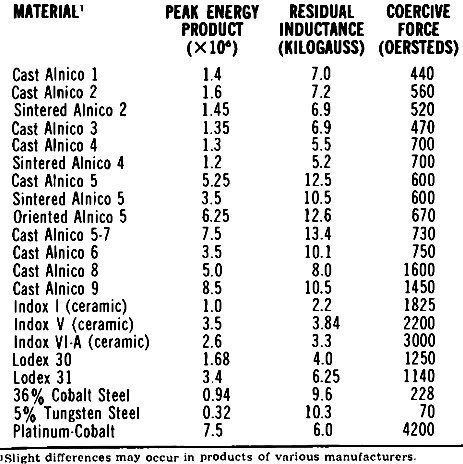
Table 1 - Characteristics of permanent magnet materials.
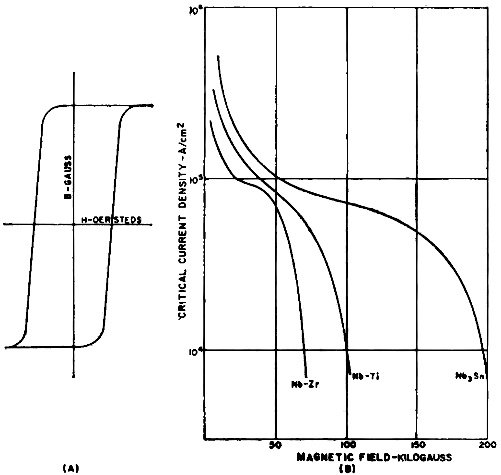
Fig. 4 - (A) Rectangular hysteresis loop characteristic of materials used for magnetic amplifiers and memory cores. (B) Critical current density vs. field for superconductors. Permeability is also greatly enhanced through the use of nickel alloys. Permalloys, embodying 78 percent nickel and 22 percent iron have been quite successful, and alloys that include small quantities of chromium and molybdenum have been especially efficient, since those elements increase resistivity. A notable example is Supermalloy, which contains 70 percent nickel, 5 percent molybdenum, 15 percent iron, and 0.5 percent manganese, all of extremely high purity. When properly heat- treated, Supermalloy has maximum permeability of about 1,000,000 together with coercive force as low as 0.002 oersted. Alloys of this kind are useful for small transformers for communications equipment and specialized applications, but are far too expensive for large power types. The Growing Alnico Family A permanent magnet should have high residual induction to provide a strong magnetic field and high coercive force to resist demagnetization. These properties may be determined by plotting residual magnetism against the strength of the demagnetizing force, as at the left in Fig. 2. The figure of merit of a permanent magnet is its maximum energy product, measured in gauss-oersteds. This value may be determined by multiplying x and y coordinates of each point on the demagnetization curve and plotting the products as shown at the right of Fig. 2. Early permanent magnets were made of hardened steel, usually with tungsten, chromium, or cobalt added. All had maximum energy products of less than 1 million gauss-oersteds. Carbon steel, for example, has a maximum energy product of 0.18; tungsten steel, of 0.32; 33i percent chromium steel, of 0.29. By far the best material formerly available was 36 percent cobalt steel, with a maximum energy product of 0.94. Because of the relatively low magnetic fields that could be obtained with permanent magnets, solenoid magnets were used almost exclusively for speakers in radio receivers and amplifiers. With the discovery of the first aluminum-nickel-cobalt alloy in 1938, however, the situation changed rapidly and permanent magnets have found increasing uses not only in speakers but in a multitude of other devices. At the present time, there are nine such Alnico alloys in general use. The first five have been in existence for a number of years, but the latter four are relatively recent additions. There may be several variations of a single Alnico type, depending on the method of construction. Alnico 5, for example, may have a maximum energy product of 3.5, 5.5, or 6.25 million gauss-oersteds, depending on whether it is formed by sintering, casting, or a special directional grain process. In general, Alnicos are formed by conventional casting or powder metallurgical techniques and a special heat treating procedure. The heat treatment consists of heating the alloy to about 1300 °C and holding it at that temperature until a homogeneous structure is achieved. This is followed by controlled cooling, then a period of aging in which the alloy is heated to about 600 °C to increase coercive force and energy product. Variations in the composition of the alloy or the time and temperature of the heat treatment result in a variety of different magnetic properties. The goal, of course, is to maximize the desired properties. Alnicos 1 through 4 are isotropic, which means that they have the same magnetic properties regardless of the direction of magnetization. Although they were considered quite advanced when first discovered, they have only limited application today. Anisotropic or directional magnets are made by applying a strong magnetic field to the magnet during cooling. The field must also be in the same direction during aging. Magnets having markedly superior properties are produced in this way. More recently, Alnicos have been developed in which the crystal structure is oriented in the direction of magnetic orientation. This is accomplished by casting the molten metal against steel plates which chills the magnet and causes rapid cooling and growth of long grains in the preferred direction. With careful regulation of casting and heat treating, almost complete directional grain growth is achieved. (Fig. 1B) . Alnico 5-7, a premium material for applications requiring superior performance, is a product of this kind. Typical applications include airborne and space instrumentation, where high magnetic fields are attained with magnets of reduced length and small cross -section. The possible configurations of such magnets are limited, since the direction of grain growth must correspond to the direction of the magnetic field, and this can be done only in pieces magnetized in straight paths. Alnico 8 is remarkable for its unusually high coercive force. This property makes it especially valuable for circuits having large air gaps or involving large demagnetizing influences. The most recent addition to the family is Alnico 9, whose energy product is typically 8.5 but may be as high as 9.5 million gauss-oersteds in selected specimens, and a coercive force of 1450 oersteds. It is a hard, brittle alloy that cannot be machined easily except by grinding. Because orientation and magnetization must be straight, the most common magnet shapes are cylinders and rectangles. Like Alnico 5-7, it is used in critical applications where a reduced size and weight without sacrifice of energy is required. Comparative curves of these materials are shown in Fig. 3. Magnetic Particles A limitation of Alnico magnets is the fact that the high-temperature heat-treating processes that are involved make it difficult to hold close tolerances in physical dimensions. The magnetic materials thus produced are hard and brittle, making grinding difficult and expensive. This problem has been overcome in a family of magnets developed by General Electric under the trade name Lodex. Lodex magnets grew out of the knowledge that most permanent magnetic materials derive their magnetic properties from extremely small and discrete particles dispersed in a non-magnetic medium. In Alnicos and most other magnetic materials, the fine particles are precipitated from the matrix as a result of high-temperature processing. In the manufacture of Lodex, however, the magnetic elements are prepared by the electro-deposition of iron-cobalt and are thermally treated to develop elongated shapes having superior magnetic properties. These single-domain particles are then physically dispersed in a non-magnetic matrix composed of lead and become the magnetic domains of this synthetic system. In practice, the fine particle magnets and the lead binder are mixed in powder form and then pressed into final shape. Properties can be regulated by maintaining uniform proportions of magnetic particles to non-magnetic matrix, and close tolerances can be obtained in the finished parts, since t pressing of powders is the final operation. Lodex magnets are less powerful than the best Alnico magnets, but they are available with energy product as high as 3.4 million gauss-oersteds and coercive force of 1250 oersteds. The ease with which they can be handled permits wide latitude in design and economies in manufacturing.
Fig. 5 - This superconducting magnet provides a field of 60 kilogauss. Rare Earth and Hard Ceramic Magnets Although still in the research stage, there are indications that compounds of cobalt and rare earth elements, such as yttrium, cerium, praseodymium, and samarium, may eventually yield permanent magnets with characteristics vastly superior to Alnico alloys. Already experimental magnets have been produced of these materials which exhibit energy product exceeding 5 million gauss-oersteds, and coercive force in excess of 7000 oersteds. This is still a long way from the calculated theoretical energy products, which range as high as 31 million gauss-oersteds, so there is much room for development. Rare earth mixtures are becoming commercially available at prices that compare favorably with other premium magnetic materials. There is reason to believe that fabrication will be easier than it now is with Alnico alloys. Magnetic ceramics, or ferrites, are classified as "hard" if they exhibit high energy product and high coercive force, and "soft" if they combine high permeability with low loss in an a.c. field. The principal hard ceramic material is barium ferrite BaO•6Fe4O2. Crystals of the material have a hexagonal structure. The ferrite has a high degree of anisotropy and, therefore, a preferred direction of magnetization. The basic ingredients are barium carbonate and iron oxide, both readily available, which are processed to obtain the desired characteristics. The resulting powder is formed under high pressure in the required shape in a die. This fragile compact is then sintered in a furnace at a high temperature. The magnet thus obtained can be finished by grinding if necessary but is extremely difficult to drill or machine. Barium ferrites, some of which are produced by Indiana General Corporation under the trade name Indox, have the highest coercive force of any commercially available magnetic material, being exceeded only by platinum-cobalt (see Table 1) which is too costly for ordinary use. This characteristic makes it practical to use much shorter magnet lengths than is possible with other materials. Like other ceramics, barium ferrites have high electrical resistivity and are classed as non-conductors. This permits them to be used in places where other magnetic materials would create an undesired path for current or a short circuit. In addition, eddy current losses and associated heating effects are extremely low when barium ferrites are exposed to high-frequency alternating fields. Because of their unusually high coercive force, barium ferrite magnets cannot be demagnetized with ordinary demagnetizing coils, since these are not sufficiently strong to overcome their field. For this reason, demagnetization is accomplished when necessary by heating the ferrite above its Curie temperature (about 450 °C) and cooling it slowly to avoid damage from thermal shock. The first barium ferrites were non-oriented types, consisting of aggregates of hexagonal crystals randomly arranged. Indox I is an example. It has a reasonably high energy product and coercive force that compares favorably with Alnicos. It is relatively inexpensive and thus finds extensive use. The characteristics can be remarkably improved, however, through partial orientation (as in the case of Indox II) or complete orientation (as in the case of Indox V and Indox VI-A). Orientation is accomplished by subjecting the magnet to a very strong magnetic field during the pressing operation and prior to final sintering. Barium ferrite magnets are found in many common articles, such as cabinet latches, can openers, and door closers. Because of their extremely high coercive force they are especially useful in providing magnetic fields for motors and generators. In hand tools, such as electric drills, they permit smaller and lighter devices than is possible with conventional field coils. Their resistance to high-frequency field makes them excellent choices for focusing applications, such as the periodic focusing of traveling-wave tubes. They are also finding wide use in PM speakers, especially for un- usually flat speaker designs which have been made possible through the use of relatively short magnets. Soft Ceramic Materials Because of the high conductivity of metallic cores, losses mount rapidly with frequency. For this reason, silicon steel is rarely used much above 400 Hz. Instead, soft ceramic materials which have relatively high resistance are used as cores in such devices as horizontal output transformers and deflection yokes for TV that operate at about 16 kHz. They are also used for recording beads where, in addition to their ability to handle high frequencies without significant loss, their mechanical hardness provides superior resistance to wear. The most common soft ferrites are composed of oxides of nickel and zinc. High permeability material is made by sintering the oxides at high temperature until a dense formation is obtained. For the higher frequencies, losses may be reduced at the expense of permeability by increasing the ratio of nickel oxide to zinc oxide. A superior soft material may be made from manganese oxide and zinc oxide, having generally higher flux density, lower loss, and higher Curie temperature than the nickel zinc types. The valence of manganese tends to vary, making manganese oxide ferrites more difficult to produce. However, modern furnaces permit careful control of firing conditions, so the problem is no longer as troublesome. In recent years, ferrites have become important as cores for filter inductors, i.f. transformers, antenna coils, and wide-band transformers where frequencies from several hundred kHz to several hundred MHz may be encountered. The loss factor of ferrites, discussed above, is too high for these applications and so a special series of materials has been developed. These are characterized by unusually high resistance and high "Q." "Q" refers to the efficiency of the material for converting from electrical to magnetic energy and back again. High-"Q" materials may be made from either oxides or nickel and zinc or oxides of manganese and zinc. The manufacturing process is quite similar to that described above except that the proportions of the compounds are not the same. In addition, high-"Q" materials are somewhat under-fired, leaving them slightly porous. As a result, their permeability is substantially less than ferrites intended high-frequency use, but this factor is more than compensated by the reduction in losses at radio frequency. A class of ferrites known as garnets has been developed for use at microwave frequencies. They have the general formula 3R2O3•5Fe2O3, where R is any rare earth element. Yttrium iron garnet is an example of the type. They have extremely high resistance and low loss. Typical applications include isolators, phase shifters, and rotation devices. Placed within a cavity, such a ferrite causes the plane of polarization of the microwave radiation to be rotated, thus permitting nonreciprocal or one-way electrical networks to be constructed. Square-loop ferrites are usually made by combining oxides of magnesium and manganese. Other materials, such as nickel, copper, or calcium may be added to modify the properties. These materials have high remanence, approximately equal to saturation flux density, which gives the flatness at the top and bottom of their hysteresis loop ( Fig. 4A) . Initial permeability is characteristically low, as is coercive force. Square-loop ferrites are used for information storage and switching applications. One of their primary uses is for core memories in computers. Switching speed is a very important consideration, and this parameter has been reduced to a fraction of a microsecond in some types. Superconducting Magnets Although superconductivity was discovered more than half a century ago, it has been only in the past few years that the production of practical superconducting magnets has become possible. The phenomenon was first noted in relation to mercury, which was found to lose any measurable resistance at about 4°K. Early experimentation demonstrated that tin and lead exhibit the same characteristic. As a result of concentrated research the list has continued to grow. There are now 26 known superconducting elements along with more than 1000 superconducting alloys and compounds. The idea of winding magnet coils from superconducting materials is attractive for obvious reasons. Since superconductors have no resistance they consume no power. After a field has been established in such a coil, the terminals can be short-circuited and the current will continue to flow indefinitely. In the absence of resistance no heat is generated, and a much stronger field can be established in a small area than is possible with conventional equipment. It is thus feasible, in theory, to achieve extremely concentrated magnetic fields with lightweight apparatus. Putting theory into practice was not easy. It was soon discovered that superconducting elements lose all trace of superconductivity when the magnetic field exceeds a certain critical value. This is attributed to the fact that the field is totally excluded from the interior of the conductor at the lower flux levels, and that loss of superconductivity occurs when the field penetrates the surface. Superconductors of this kind are called "soft." They are unsuited for sustaining magnetic fields exceeding about 1000 gauss. So-called "hard" superconductors are alloys and compounds that will continue in the superconducting state despite partial penetration by the magnetic field. Although they also lose superconductivity when field penetration is complete, many of them are capable of sustaining quite concentrated fields before that transition occurs. Theoretical calculations indicate that fields as high as 300 kilogauss may be possible with hard superconductors, but this level has not yet been reached. Superconducting alloys are usually quite ductile and easy to fabricate. The two most promising at the present time are Nb-Zr, containing approximately 75% niobium and 25% zirconium, and Nb-Ti, containing approximately 50% niobium and 50% titanium. Both alloys are made from fine powders that are sintered to form wires. Nb-Zr has a critical magnetic field of about 60 kilogauss; Nb-Ti of about 80 to 100 kilogauss (Fig. 4B) . Like most other superconducting compounds, niobium tin (Nb3Sn) is extremely brittle and difficult to handle. However, it offers the greatest hope today of obtaining superconducting magnets with fields in the vicinity of 200 kilogauss. Several methods of forming niobium tin magnet coils have been devised. In one method, the tin is deposited on niobium wire. After the coil is wound it is heat treated, causing the tin to diffuse into the wire and react chemically to form niobium tin. A related process involves placing powdered tin and niobium into a niobium tube which is heated in order to form a compound after it has been coiled. It is possible to wind a coil after the compound has been formed by coating a thin metallic ribbon with a very thin layer of niobium tin. With proper care, a ribbon of this kind cart be wound into a coil no more than an inch in diameter without damaging the superconducting layer. The highest magnetic field yet achieved with a superconducting magnet is about 140 kilogauss. This is still far short of the 250 kilogauss field that has been obtained with a conventional magnet. However, conventional magnets in that range required about 16 million watts to operate and huge quantities of water to dissipate heat, whereas the superconducting magnets are relatively compact and require virtually no power except the amount needed to refrigerate the superconducting coils. A number of important uses are visualized for superconducting magnets. These include such projects as improved bubble chambers for atomic research, deflection systems for particle accelerators, plasma containment for thermonuclear reactions, magnetohydrodynamic propulsion, and magnetic shielding and braking systems for space vehicles. Although most of these applications are in the future, it is important to note that superconducting magnets are no longer laboratory curiosities but are becoming standard equipment. As a case in point, consider the nuclear magnetic resonance spectrometer manufactured by Varian Associates. This device requires a strong magnetic field for its operation, and was traditionally supplied with a huge iron-core magnet weighing 5000 pounds and capable of producing a 23-kilogauss field. Until quite recently, such magnets represented the state of the art for NMR use: it was not feasible to exceed that figure using conventional techniques. However, Varian now offers superconducting magnets for use with its NMR spectrometers which weigh only 100 pounds and produce a field of 50 to 60 kilogauss ( Fig. 5). Although it is necessary to refrigerate the coil with liquid helium, the dewar holding the liquid and minimizing evaporation adds only 200 pounds to the weight, so the total is still only a fraction of the weight of the conventional magnet. Operating cost per kilogauss is less and there is better stability in the magnetic field. Most important, however, is the fact that the markedly higher field has added another dimension to NMR spectroscopy. The chemical shift of NMR spectra is proportional to field strength, so results are clearer, more easily interpreted. |
|||||||||||||
 |
|||||||||||||
|
|||||||||||||


|
||||||||||||||||||||||||||||||||||||