|
|||||||||||||
 |
|||||||||||||
Microelectronics: The Thin Film Approach
|
|||||||||||||
Just half a decade before this "Microelectronics: The Thin Film Approach" article appeared in Radio-Electronics magazine, Jack Kilby of Texas Instruments and Robert Noyce of Fairchild Semiconductor had independently announced their creations of the world's first (and second, but we can't say which is which) monolithic semiconductor integrated circuit. Specifying "monolithic" is important because other forms of integrated circuits had been marketed before then - both passive and active, and both vacuum tube and semiconductor. Monolithic means all the discrete components were fabricated directly on and within a single semiconductor substrate. This thin film approach was a hybrid of circuit printing and component integration that was not a monolithic device, but did provide many advantages such as very small size, ruggedness, low power consumption, and high functionality. It was yet another step in the continuing evolution of microelectronics. Microelectronics: The Thin Film Approach
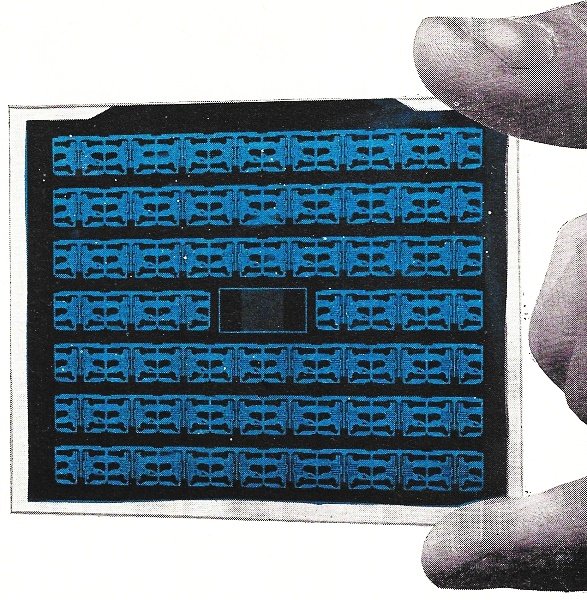
Multi-circuit array of thin-film circuits; below, examples of finished hybrid circuits - forms of RTL (resistor-transistor logic) flip-flops. In both cases, thin-film technique has been combined with discrete components. By C. D. Simmons* Microelectronics (or microcircuitry) now describes two basic techniques for fabricating entire circuits-transistors, resistors and capacitors - in a single package no larger than a postage stamp. How is it done? In one technique, metallic films are deposited on glass substrates, resulting in tiny circuit patterns on wafers the size of a contact lens. This gives us thin-film circuits. The second method produces solid-state semiconductor circuits by diffusing chemicals into pinhead-size silicon wafers in the same way that transistors are made. A third approach now being tried in the laboratories is a combination of these two basic ones. Thin-film passive components are deposited on the surface of silicon chips that contain active devices such as transistors. The thin-film approach is closest to old-time conventional circuitry. Thin-film circuit elements - separated from the integrated microcircuit and individually packaged - readily become conventional discrete components, such as the film resistor, for example. Not only are the components of thin-film circuitry like conventional ones physically; circuit design is much the same. We can translate directly from conventional circuit design to microcircuitry with thin films. But thin films have at least three striking advantages over conventional circuitry: miniaturization, performance and reliability. An entire thin-film circuit, such as a flip-flop, can be packaged in one TO-5 transistor case. Thin-film technique produces higher quality resistors and capacitors than can be made by semiconductor methods. (Thin-film resistors have been made with tolerances as close as 0.4%.) Reliability becomes greater as deposited joints are substituted for soldered or welded connections. For example, a resistor in a thin-film circuit can be formed as an integral part of the circuit, rather than with joints between discrete components.
Circuits are getting tinier - being made in one or two steps ... More information about this fascinating frontier of modern electronics.
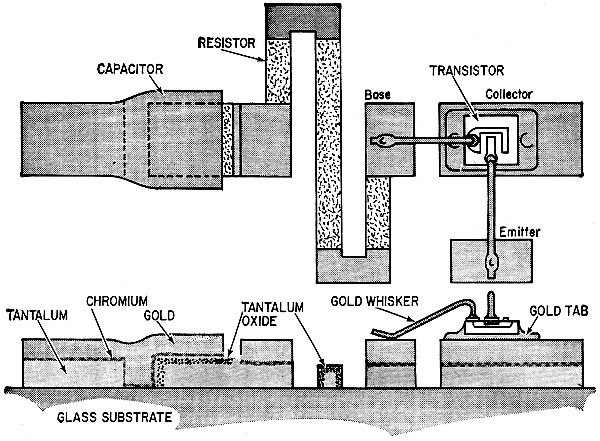
Fig. 1 - Top and side views of a typical thin-film microcircuit. Tantalum pentoxide (Ta2O5) is a good insulator, used both as a dielectric and as a protective skin over resistor areas.
Fig. 2 - A seven-resistor ladder network. Actual size of "header" is about 1/4 inch. Resistors are adjusted to 0.04% of design value.
Fig. 3 - Functional circuit of thin-film commutator whose operation is described in the text. A back bias of +10 volts is applied to A and a and a forward bias of -10 volts to all other elements to create a path from input 1 to output. Solid-state microcircuitry will be described in a later article. To introduce active elements to the thin-film circuit, semiconductors must be attached to the passive thin film. Active thin-film elements are being worked on in the laboratory, but have not yet been proved feasible. Making Thin-Film Microcircuits Philco uses sputtered tantalum for fabricating resistors, capacitors and conductors in thin-film microcircuits. Sputtering is a process based on an electric discharge between two plates in a gas (generally argon) at low pressure. Ionized gas atoms are accelerated to the tantalum cathode by a high-voltage field and knock off tantalum atoms. These diffuse to the glass substrate on the anode. Sputtering wastes little material, and the deposits adhere excellently. Uniform deposition is possible over large areas (3% sheet resistivity variation over a 2 1/2 x 3-inch substrate). Gold is afterward deposited on the tantalum to increase the conductivity of the conductors and for connections to the package and active elements. A thin layer of chromium is placed between the tantalum and the gold. This chromium layer acts as a glue to bond the layers together. Capacitors are formed by anodizing the lower tantalum layer. This produces an oxide layer (Ta205) on top of the tantalum. This becomes the dielectric. The capacitor is completed by depositing a gold layer on top of the oxide. Resistor areas (bare tantalum) are also anodized to form an oxide layer which acts as a protective skin over the resistor. The active elements - silicon transistors and diodes - are added in the form of pre-tested chips. Simple photographic mask changes during the photoengraving make the fabrication process more flexible. Fig. 1 shows resistor-capacitor construction and an added active element (transistor). In the Philco process, a vacuum chamber is used only to produce the thin films. The circuitry is etched externally with high-resolution photolithographic masking. This eliminates the problems of mechanical masking. The high-resolution photoengraving, plus the high heat-handling capability of refractory tantalum, permits high density microcircuitry (more circuitry per unit area). Photoengraving also makes it possible to design and layout more intricate patterns rapidly at lower setup cost than mechanical masking. The masking steps proceed as follows: First, the substrate with its initial tantalum layer is photo-etched and the tantalum removed everywhere except where a resistor, capacitor or interconnection is to be formed. Then a second photo-mask is used to expose the remaining tantalum everywhere a resistor or capacitor is to be formed. This exposed tantalum is then chemically anodized to form an oxide layer. The chromium-gold multi-layer is placed over the entire substrate and a third set of photomasks used to remove the gold except where an interconnection, bonding point or capacitor is wanted.
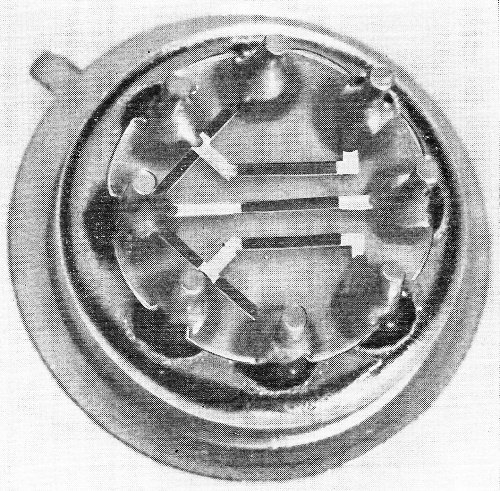
Fig. 4 - The logic commutator of Fig. 3 ready for insertion in a circuit. It is encased in a potting compound, and its volume is approximately a cubic inch. Hybrid Circuits Many passive circuits may be produced in a multicircuit array, then cut apart to add the active elements and assembled into the package (either a multi-lead TO-5 transistor case or a 2-dimensional, 12-lead ceramic-to-metal package). The photos on the preceding page show a multi circuit array (RTL flip-flop) and assembled units. A seven-resistor precision ladder network is shown in Fig. 2. The thin-film diode logic commutator for an aerospace application shown in Figs. 3 and 4 is an example of thin-film circuitry. The matrix consists of 96 silicon diodes, 24 tantalum film resistors, and associated conductors and interconnections. The matrix is shown schematically in Fig. 3. The purpose of the finished commutator (Fig. 4) is to switch 24 different information points or input signals into a single output channel sequentially. The control diodes, biased by external control circuits, do the switching. (Input signal swing is limited to ±10v.) For example, if input 1 is to be monitored, the biasing arrangement would be: 1. Diode bank a receives a back-biasing potential (+10v), while diode banks b through f are forward biased (-10v). As a result, input signals 5 through 24 are shunted away out of system through control lines b through f. 2. Control diodes B, C and Dare forward biased (-10v) while diode A is back biased (+10v). This results in input signals 2, 3 and 4 being shunted out of the system through B, C and D. Signal 1 then proceeds alone to the output monitor. * Manager, Microelectronics Div., Lansdale Div., Philco Corp. |
|||||||||||||
 |
|||||||||||||
|
|||||||||||||





|
||||||||||||||||||||||||||||||||||||




























