|
|||||||||||||
 |
|||||||||||||
Silent Sound
|
|||||||||||||
This article from a 1955 issue of Popular Electronics discusses the state of the art of ultrasonic transducers and equipment that uses them. Amazingly, of all the applications that are mentioned, one is glaringly missing. Author Louis Garner, Jr., mentions using ultrasonic transducers for measuring material thickness, detecting flaws on and within materials and assemblies, cleaning by ultrasonic scrubbing, soldering*, and motion detection for security systems. The missing items of course is sonar (sound navigation and ranging). The U.S. Navy was using sonar during World War II, although it had been in development a couple decade earlier - similar to radar's evolution. 15 - 20 kc (kHz) frequencies were typical in the day. Modern ultrasonic cleaners use up to 40 kHz, and high resolution sonars run into the low MHz. Oh, also missing is ultrasound imaging like what is used for prenatal and other internal imaging, but that was still in the experimental stage in the mid 1950s. BTW, I worked with sonar systems as an electronics technician at the Westinghouse Oceanic Division in Annapolis, Maryland, in the 1980s. * See the interesting information on ultrasonic soldering on the S-Bond Technologies website. Silent Sound
Powerful sound waves radiated by mechanical transducers find a multitude of valuable applications in industry. Ultrasonic Instruments, industry's newest tools, are used for such varied tasks as measuring the wall thickness of metal tanks, checking forging ingots for flaws, locating defects in railroad tracks, soldering aluminum and other hard-to-solder metals without fluxes, protecting plants and offices against intruders, and for machining metals and other hard materials. Ultrasonic cleaning machines are used for everything from tiny laboratory instruments to aircraft parts, from gears to delicate optical lenses. Ultrasonic refers to those sound frequencies above approximately fifteen thousand cps. The upper limit is very high - into the megacycles (millions of cycles per second). Since ultrasonic signals are not audible, they are frequently called "silent sound." A transducer is a device for changing energy from one form to another. Earphones and loudspeakers are transducers, for they serve to change electrical energy into acoustic energy. Transducers are the important links between the electronic circuits which produce, amplify, and measure ultrasonic signals and the materials which are being processed or tested by the ultrasonic instruments.
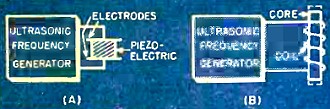
Fig. 1 - Two basic transducer designs are shown above. Drawing (A) has a crystal element and drawing (B) a magnetostrictive core. Actual element movement in both cases is extremely small.
Fig. 2 - A simplified block diagram of industrial ultrasonic equipment.
Fig. 3 - These plates illustrate the efficiency of ultrasonic cleaning. Both were soiled with a black grease pencil. The clean plate was cleaned in two seconds using a solvent activated by ultrasonics.
This photo shows the violent agitation of a liquid excited by the curved ultrasonic transducer immersed in the solution.
Fig. 4 - Pulses of ultrasonic energy are reflected by flaws and displayed on a cathode ray tube.
Fig. 5 - Illustration of a method for examining odd-shaped metallic pieces for flaws using ultrasonic waves.
A General Electric ultrasonic generator is shown being used at the Holley Carburetor Co, to clean a jet engine fuel control part.
Using a portable ultrasonic flaw detector to check a railroad track rail for defects or cracks.
Fig. 6 - This sketch illustrates the operation of the ultrasonic alarm system. Industrial ultrasonic transducers are generally made up either of piezoelectric materials or magnetostrictive elements. A piezoelectric material is a substance whose physical dimensions change when a voltage is applied to it, producing a mechanical force. The converse is also true in most cases - when mechanical force is applied to the material, an electrical voltage may be generated. The mechanical force may be pressure or a twisting or bending action. Typical piezoelectric materials are quartz crystals, Rochelle salts, barium titanate, and certain other ceramics. Crystal and ceramic microphones and phonograph cartridges are everyday examples of piezoelectric transducers. A magnetostrictive element is a core of magnetic material surrounded by an energizing coil. When a piece of material is magnetized, the individual molecules of the substance "line up" in order. This results in a minute change in the material's length. When ultrasonic electrical energy is supplied to the coil, the core is first magnetized in one direction, demagnetized, then magnetized in the opposite direction. Since the core length changes with each magnetization, the result is a change from electrical energy (in the energizing coil) to mechanical movement (lengthening and shortening core). Nickel and its alloys are frequently used as cores for magnetostrictive elements. A simplified block diagram for industrial ultrasonic equipment is given in Fig. 2. With modifications, this diagram applies to almost all of the ultrasonic instruments in current use. The "heart and brains" of the equipment are the electronic circuits which generate and control the high frequency electrical signals. In the case of measuring instruments, there may be circuits producing, detecting, and amplifying ultrasonic signals. There will be one or more transducers to convert the high frequency electrical energy into ultrasonic vibrations in the material being tested or processed. Where measurements are involved, there will be an indicating device. Cleaning Parts: One example of the capabilities of ultrasonic instruments is given by the sample plates in Fig. 3. Both of these deeply serrated metal plates were soiled with a black grease pencil. The clean one was given a 2-second rinse in a solvent activated by ultrasonic vibration; the other was given a rinse two and half times as long in the same solvent, but without activation. It required 10 minutes for complete cleaning without ultrasonics - 300 times as long as with activation. In some cases, the transducer may be shaped to focus or to concentrate the ultrasonic vibrations. The frequencies used for ultrasonic cleaning range from as low as 15 kc. to 1 mc. and higher. The efficiency of an ultrasonic cleaner results from two actions : the vibratory motion given to the liquid cleaner by the ultrasonic energy; and the action called cavitation, a "cold-boil" which results when the vibrating liquid is torn into small vacuum pockets. As these pockets form and collapse, they create strong localized pressures, bombarding the parts being cleaned from every direction, and blasting off dirt and other foreign matter. Thickness Measurement: To measure the thickness of the metal in a large tank, or in a ship's hull, where only one side can be reached, is not impossible with an ultrasonic thickness gauge. Several methods may be used but portable instruments frequently employ the principle of resonance. A transducer, driven by an electronic oscillator, is placed in contact with one side of the material to be tested. The ultrasonic wave travels through the material in a narrow beam and is reflected by the opposite surface. At certain frequencies the transmitted wave and the reflected wave will reinforce each other, resulting in an increase in the intensity of the wave in the material. The frequencies at which the reinforcement occurs depend on the thickness of the material and the velocity of sound through it. Since the velocity of sound is constant for a particular material, the determination of the fundamental frequency of resonance (where reinforcement occurs) is a reliable measure of the thickness of the material. Inspection and Test: The "echo" principle is used in industrial test instruments wit h ultrasonic vibrations taking the place of radio or audible sound waves. The reflectoscope may be used for checking large metal billets for defects, locating flaws in castings and forgings, checking parts for interior defects, evaluating welds, and checking the physical dimensions of metal parts where only one end or side may be reached. In operation, a transducer is placed against one end of the piece to be tested and "beams" pulses of ultrasonic energy through the material (see Fig. 4). These pulses travel to the end of the piece and are reflected back to the transducer, where they are detected. If there are cracks or holes in the piece, these flaws also cause reflections. The transmitted signal and all of the reflected pulses are displayed as "pips " on the screen of a cathode-ray tube. The relative distance between t he first pip and succeeding pips on the tube's screen is proportional to the distance between the point where the transducer is placed and the distance to the flaws or to the end of the piece. Thus, the instrument shows both defects and their approximate location. If the piece has an irregular shape, it may be immersed in liquid for testing, as shown in Fig. 5. The liquid transmits the ultrasonic vibrations from the transducer to the piece. Ultrasonic Soldering: Soldering aluminum is difficult because oxide films form so rapidly. Success depends on clean metal surfaces and strong flux. After the soldering is completed, every trace of flux must be removed to prevent corrosion. Ultrasonic soldering instruments, however, have simplified this job. A magnetostrictive transducer, operating at about 20 kc., vibrates the metal and literally rips up oxide films, allowing the solder to form a strong union with the heated metal. Plant Protection: Most modern industrial plants are fairly well protected, either by full time guard staffs or by various electronic burglar alarms, including "electric eye" systems, electronic fences, closed circuit television observation stations, and similar protective devices. But only ultrasonics can guard against the intruder who hides inside during working hours and works by night.
A small hand tool is used to make a soldered fillet in a grounded aluminum chassis. The operation of an ultrasonic alarm system is illustrated in Fig. 6. High frequency sound waves are "broadcast" by the transmitting transducer, just above the door. These ultrasonic signals bounce off the floor, ceiling, walls and furniture, literally filling the room with silent sound. The signals are picked up by the receiving transducer. As long as the transmitted and received signals are the same frequency, the room is secure and protected. But if anything should move within the room, the frequency of the signal picked up by the receiving transducer changes slightly. Electronic circuits are constantly comparing the frequencies of the transmitted and received signals, and when the small frequency change occurs, an alarm is sounded. Truly, the surface has barely been scratched as far as potential applications of ultrasonic equipment are concerned. We may expect to see it used in every branch of industry, in the home, in business, and in medicine. Ultrasonic drills have been used in dentistry (see "Dentistry - the Painless Way," Popular Electronics, November, 1954.) Ultrasonic vibrations have been used to accelerate the pollination of plants. Laundry work has been done with ultrasonics. In the future, "smog" may become a thing of the past as ultrasonics is used to coagulate and precipitate stoke and dust. Future applications will be covered in other issues of Popular Electronics.
Posted July 19, 2019 |
|||||||||||||
 |
|||||||||||||
|
|||||||||||||












|
||||||||||||||||||||||||||||||||||||