|
|||||||||||||
 |
|||||||||||||
All About IC's: Making Circuit Components
|
|||||||||||||
In this final installment of an "All About IC's" series that appeared in Radio-Electronics magazine in 1969, author Bob Hibberd discusses how passive components are fabricated in silicon as part of an integrated circuit. MOS and junction capacitors and diffusion resistors were cutting edge technology in the day. Although not discussed here, small value inductors could be made with printed metal on the die. The relatively low frequencies of IC's (a few MHz at best) meant that most inductive components had to be realized in the form of a gyrator because there was not enough area available to print a useful wire inductor. Hibberd also describes the dicing process, aka singulation, for breaking individual IC's off the composite wafer. Processes have changed fairly significantly, but the fundamentals are still the same. See Part 1, Part 2, Part 3, Part 4. Making Circuit Components - All About IC's
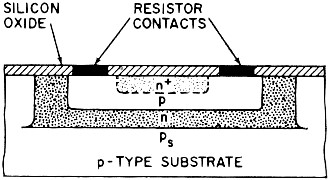
Texas Instruments, Dallas, Texas How resistors and capacitors are formed - Part 3 Silicon is a resistive material. Its resistivity depends upon the concentration of current carriers (electrons or holes). To form a resistor in a silicon wafer we diffuse a suitable impurity into a defined region. The value of this resistor depends upon the concentration of the impurity, the dimensions of the region at the surface and the depth of diffusion. Most resistors in IC's are formed at the same time as the p-type transistor base region. Since carrier concentration and diffusion depth are fixed by the requirements of the transistor, the width and length of the resistor at the surface determine its resistance. The surface concentration of the transistor p-type base region is typically 100 ohms per square mil. So a resistor stripe 1 mil wide has a resistance of 100 ohms per mil of length. A stripe 1 mil wide by 10 mils long thus has a resistance of 1000 ohms. By using several stripes in a series grid form, values up to 20,000 ohms can be made, and short wider stripes allow values down to 20 ohms. The cross-section of such a diffused resistor is in Fig. 1.
Fig. 1 - A diffused p-type resistor IC.
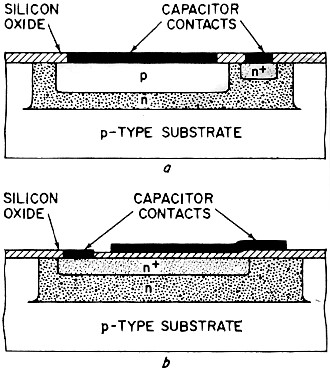
Fig. 2-a, b - Junction and oxide capacitors, respectively.
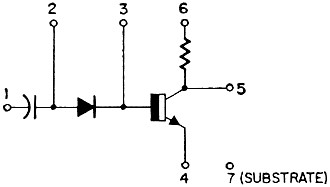
Fig. 3 - Circuit formed in Fig. 4. When high values of resistance are required, an alternative to increasing stripe length is to reduce the p-type thickness and effective concentration. This is done by diffusing an n-type region into it at the same time as the transistor emitter diffusion (dotted n" area in Fig. 1). This method, however, is harder to control. For very low values of resistance, down to 1 or 2 ohms, the higher-concentration emitter diffusion is used to form n-type resistors. At present, the diffusion process makes it difficult to reproduce diffused resistors to better than ±10% of the required value. However, the ratio between two resistors formed side by side can be held within ±1 %. Thus circuit design for IC's tends to use resistance ratio as a controlling factor rather than the actual resistance value. This situation will change as improvements in processing allow better reproducibility of diffusion surface concentration. New techniques are sure to add further improvements. Integrated Circuit Capacitors For monolithic IC's two types of capacitors can be prepared - a junction capacitor or an MOS capacitor. A junction capacitor (Fig. 2-a) uses the capacitance of a reverse-biased pn junction. It can be formed at the same time as the emitter junction or the collector junction of the transistor. The value of capacitance per unit area is quite low and the maximum value used is limited to about 100 picofarads. Since the capacitance of a pn junction depends upon the reverse voltage, we must arrange for correct voltage bias in the circuit. Against these limitations, the reverse biased pn junction has the advantage that it can be formed at the same time as the other elements with no additional processes. The structure of a MOS capacitor is in Fig. 2-b. An n+ region is diffused into the silicon at the same time as the transistor emitter diffusion. It forms the bottom electrode of the capacitor. A controlled thickness of silicon oxide dielectric is formed on the surface of this region. The top electrode consists of a layer of metal deposited at the same time as the interconnection pattern. A somewhat higher value of capacitance is possible with this method, but is still limited to a few hundred picofarads. Complete IC Formation In forming a complete IC, all circuit elements are made simultaneously by the same sequence of oxidation, selective oxide removal, diffusion and metallization. We can illustrate this sequence by considering the part of an electronic circuit shown in Fig. 3. For convenience we assume that the elements are formed in line. In practice, they may be in any disposition. The steps in the process are in Fig. 4. The process starts with a slice of p-type silicon, oxidized on the top surface (Fig. 4-a). The first step is the n+ D. U. F. process to give the low series-collector resistance for the transistor (Fig. 4-b). For each of the diffusion steps, the selective oxide removal is carried out using the photoresist process. After the n+ diffusion, the oxide is removed and an n-type epitaxial layer is grown over the whole surface of the slice (Fig. 4-c). In this n-type layer all the circuit elements are subsequently formed. The surface is re-oxidized, windows etched in the oxide and the p-type isolation diffusion carried out to define the regions of the n-type layer for each element (Fig. 4-d). Next we diffuse the p-type regions for the transistor base, the diode anode, the resistor and the first capacitor electrode (Fig. 4-e). Then we diffuse n+ regions for the transistor emitter, the collector contact, the diode cathode contact and the second capacitor electrode (Fig. 4-f).
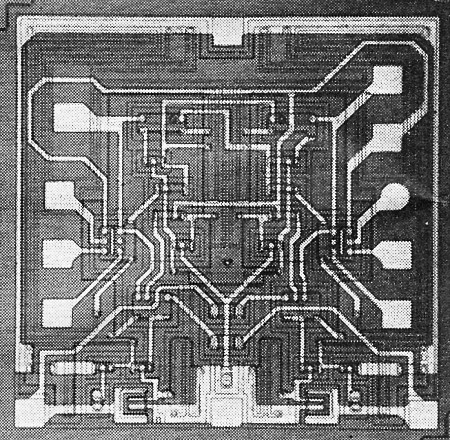
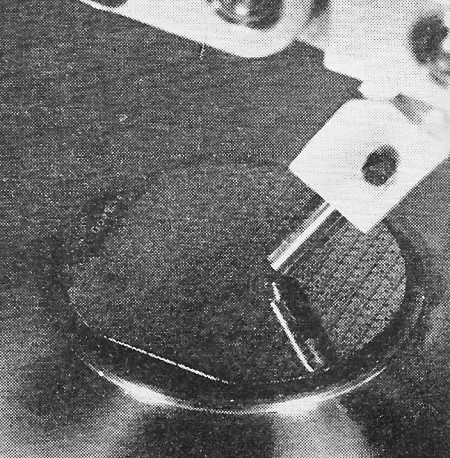
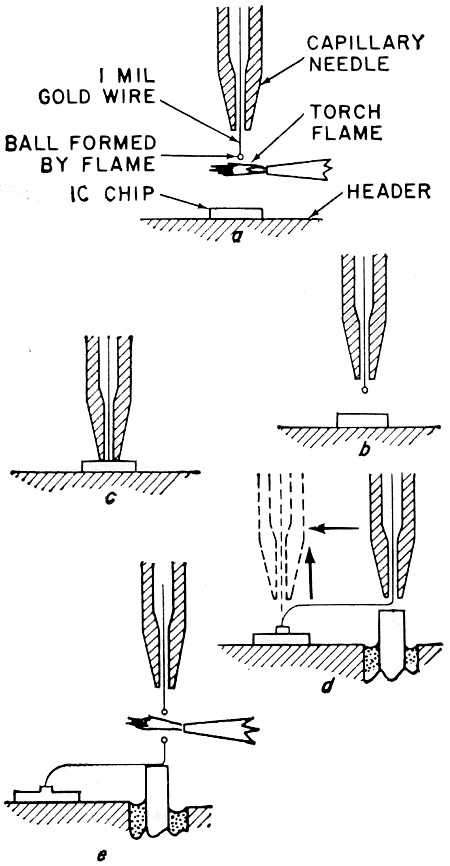
Fig. 4 - Sequence for forming circuit in Fig. 3: in a, a p-type substrate is oxidized, and in b a n-type diffusion provides collector resistance. Oxide is removed and a different n layer deposited (c) and re-oxidized. In d, etching and p-type diffusion defines n-type regions for elements, and in e a p-type diffusion forms more circuit components. Then an n-type diffusion forms the transistor emitter, diode cathode and capacitor (f). Step g shows contact and interconnection metallization. Finally, the metallization pattern is deposited and defined to contact each of the elements and interconnect them on top of the silicon oxide surface of the slice to form the complete circuit (Fig. 4-g). So you don't lose track of size, the overall length taken up by this four-element assembly is about 35 mils, and the width (into the paper) about 6 mils. At this stage slice processing is complete. A completed slice is shown in Fig. 5. The 1.25-inch diameter slice contains approximately 300 complete integrated circuits. An enlarged view of one circuit is in Fig. 6. On this particular slice, each circuit is 60 mils square, and contains 8 transistors, 12 diodes, and 12 resistors. Slice Probe Testing While still in slices all individual IC's are probe-tested. A typical probe testing machine has up to 20 pointed probes which can be accurately positioned to make electrical contact to the terminal contact pads on the IC. On a typical circuit wafer 50 mils square, there may be 12 terminal pads. After the probes have been aligned to the first circuit, they must be raised, the slice stepped one circuit along in sequence and the probe head lowered each time so the probes contact with the pads of each circuit in turn. Mainly DC tests are performed. A few AC measurements are made, but switching speed and high frequency tests are limited by the capacitance and inductance of the probe head and the connections between the probe head and the measuring circuit. Despite these limitations, it is possible to select good circuits with a probability of about 80%. Any circuits failing to meet the test standards are automatically marked with an ink spot so that they can be readily identified and rejected after the slice has been cut into individual chips. Individual Circuit Chips Now the silicon slice is separated into individual IC chips. The most common method is scribing and breaking, a process similar to glass cutting. Lines are scribed across the slice between the circuits using a fine diamond point (Fig. 7). Then the slice is placed on a rubber pad and stressed by running a roller over it. The slice breaks into the individual chips. The chips are sorted, and rejected units marked with the ink spot during the probe test are thrown out. Assembly Processes Each IC chip is now assembled into a package, sealed and tested. Two main forms of packaging are used, a hermetically sealed package called a "flip-pack" because of its thin rectangular configuration, and a "dual-in-line" plastic molded package. A dual-in-line is shown in Fig. 8. In each case, the chip must first be mounted into position in the package. It can be mounted either by soldering down to the base with a suitable metal alloy or, since electrical contact to the bottom of the chip is not required, a low-melting-point glass frit can be used to "cement" the chip down. With the chip firmly mounted in the package, the electrical connections from the circuit terminal pads on the chip to the package leads are made. The most widely used method is thermal compression bonding. Gold wire about 1 mil in diameter is used with a process called "ball-bonding." The gold wire is fed through a capillary needle as in Fig. 9-a. Then a minute hydrogen flame is passed across the wire, melting it and forming a ball on the end. The package with the mounted chip is heated to about 300°C and the capillary lowered so that the ball on the end of the wire contacts the terminal pad on the chip (Fig. 9-b). Pressure is applied to flatten the gold ball, and the combination of pressure and temperature welds the wire to the circuit pad (Fig. 9-c). Then the capillary is raised up the wire, moved horizontally until it is over the package terminal, and lowered to weld the wire onto the terminal (Fig. 9-d). After this second weld, the capillary is raised again and the wire "cut" by passing the flame across the wire. This also forms a new ball on the end of the wire, ready to repeat the sequence for the next connection (Fig. 9-e).
Fig. 5 - A 1.5-inch silicon slice containing 300 integrated circuits, each 60 mils.
Fig. 6 - View of a typical IC (60 mils sq.).
Fig. 7 - A diamond-point scribe cuts each IC from the slice, similar to cutting glass. After all connections have been made, the assembly is ready for finishing. Flat-packs and TO-5 packages call for welding on a lid to give a hermetic enclosure. With the plastic unit, the assembly is placed in a mold and the plastic body molded around it. A "leak" test after sealing checks that the units are completely airtight. The last step in the manufacture is a series of electrical measurements to determine whether the performance of the circuit is up to the required standard. The nature of the final test depends upon the type of circuit, but is a combination of DC and AC measurements and functional performance of the complete circuit.
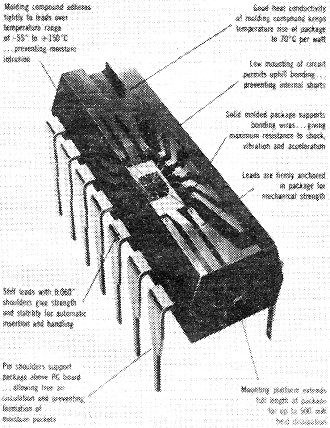
Fig. 8 - A dual-in-line IC plastic case.
Fig. 9 - Steps a-e show bonding process. Gold wire is heated and melted ball is pressed to weld wire to pad. Capillary is raised and process repeated for the second (pin connection) weld point. Yield Considerations Many sequential steps go into making an IC. The majority cause some loss. Such yield losses occur at each of the oxide removal and diffusion steps due to causes such as imperfections in the original silicon, incomplete cleaning of the slices, uneven photoresist application and removal, the presence of dust particles and unwanted impurities contaminating the diffused areas, incomplete control over the etching processes, mechanical breakage of the slices and so on. Although the loss at each operation is small, only 1% or 2%, there are so many sequential operations that the cumulative good yield after scribing the slice into chips and sorting can be quite low - between 10% and 40% depending on the circuit. After this, additional good units may be damaged during assembly. And there will be a further loss at final test due to units not meeting specification. Therefore, the overall yield can be as low as 5% or perhaps as good as 20%, depending on the type of circuit. A 5% yield appears extremely low compared to discrete component electronic assembly, but as 500 circuits are fabricated simultaneously on a slice a 5% overall yield giving 25 good circuits from one slice can be profitable. R-E |
|||||||||||||
 |
|||||||||||||
|
|||||||||||||




|
||||||||||||||||||||||||||||||||||||





























